
Customer Success Stories Description
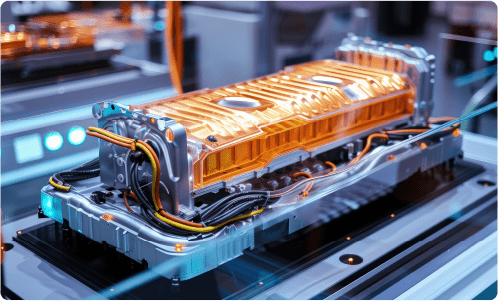
Discover how we helped our client accelerate new energy solutions development with the SAP S/4HANA suite, improving operations and ensuring cloud deployment success.
Read More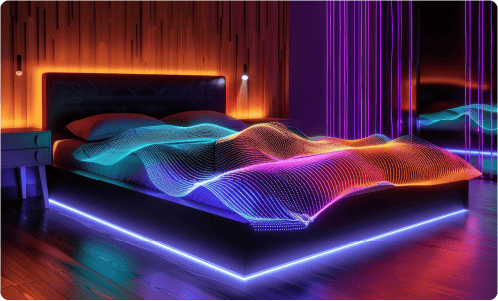
Find out how we helped a mattress company enhance their smart sleep solution with our hardware and software capabilities, improving the sleep quality of their customers.
Read More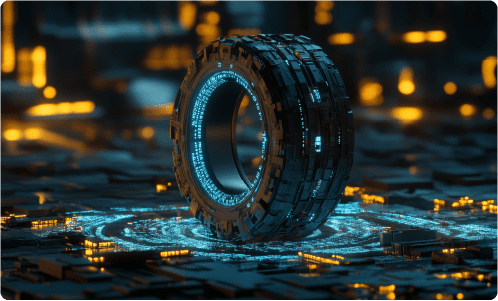
Discover how we developed Intelligent Tyre Management System for a renowned tyre manufacturer, providing real-time data on tyre health and enabling manufacturers to elevate product quality.
Read More
Explore how we optimized chiller and cooling tower performance for a confectionery manufacturer with our advanced digital solutions, achieving a 12% reduction in HVAC energy costs.
Read More
Explore how we enhanced supply chain transparency and user experience for an automotive firm with our expertise in developing and implementing SAP strategy, ensuring $2 Bn business.
Read More
Discover how we elevated the retail operations of a co-operative society with real-time SAP S/4HANA integration, achieving 99% SLA compliance.
Read More
Discover how we implemented an integrated heating and cooling solution for dairy processing for a milk and milk powder manufacturer, resulting in a 14% increase in energy savings.
Read More
Discover how we implemented an intelligent and non-intrusive energy monitoring solution — Bosch Phantom — for a retail giant, increasing energy savings per day upto 48% across the store locations
Read More
Discover how we empowered a global pharmaceutical leader accelerate drug discovery and development with our in-house GenAI-based document analyzer, achieving a 90% increase in search speed.
Read More
Learn how we built a blockchain-driven ledger system for a commercial diary producer, empowering them to elevate efficiency across procurement, production, and transportation.
Read More
